



Contact Us 聯系我們
 電話
電話4008009333
 郵箱
郵箱13918381958@163.com
 公司地址
公司地址浙江省嘉興市嘉善縣姚莊鎮寶群路158號

 139 1838 1958
139 1838 1958


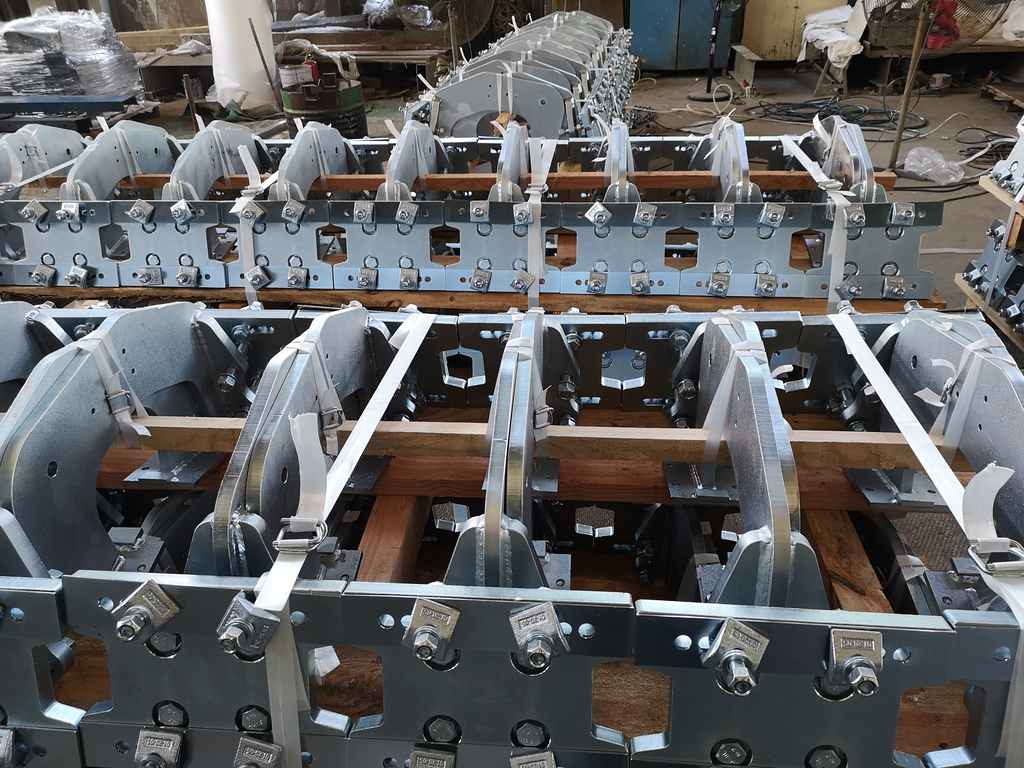

服務項目:汽車工裝焊接加工
機械設備:96臺 大型機加工設備 可滿足不同類型的焊接加工、龍門加工、噴涂加工工藝要求,承接大、中型工件及箱體配套加工。
人員實力:60名 持證上崗人員 經驗豐富的設計師、工程師與焊接技工,非標定制焊接各種非標設備。
加工方式:按要求設計制造各種結構件(ODM),按圖紙制造各種結構件(OEM)。
【獲取報價】:聯系客服獲取報價
一、焊接方法
在汽車工裝焊接加工中,常用的焊接方法包括電阻焊、點焊、CO2氣體保護焊、激光焊接等。
電阻焊:利用電流通過接觸電阻產生熱量來實現金屬的連接。這種方法適用于汽車車身的薄板構件,具有生產效率高、焊接變形小等優點。
點焊:屬于電阻焊的一種,將被焊金屬工件壓緊于兩個電極之間,并通以電流,利用電流經過工件接觸面及臨近區域產生的電阻熱,將其局部加熱到熔化成塑性狀態,使之形成金屬結合的一種連接方式。點焊是一種高速、經濟的連接方法,廣泛應用于汽車殼體、配件等低碳鋼產品的焊接。
CO2氣體保護焊:以CO2氣體作為保護氣體,通過焊槍將焊絲送入熔池,形成連續的焊縫。這種方法具有焊接成本低、生產效率高、適用范圍廣等優點,特別適用于汽車車身的制造。
激光焊接:使用高能量的激光束作為熱源,通過控制激光參數使工件熔化,形成特定的熔池。激光焊接技術雖然成本較高,但在需要高精度和高強度的部位有獨特的應用價值,如汽車車身的頂蓋與側圍的焊接等。
二、焊接前準備
焊件表面處理:焊前必須清理焊件表面,去除氧化膜、油污等不良導體,以保證焊接質量和生產順利進行。清理方法有機械清理和化學清理兩種,機械清理包括噴砂、用鋼絲刷拋光等,化學清理則包括酸洗、堿洗等。
合理裝配板件:必須合理裝配板件,避免出現裝配間隙過大或位置錯移等缺陷,否則容易引起板件焊后翹曲變形或應力過大,影響焊接質量。
三、焊接過程控制
焊接參數選擇:根據板件厚度、材質等因素選擇合適的焊接參數,如焊接電流、電壓、焊接速度等。這些參數的選擇對焊接質量和生產效率有重要影響。
焊接設備選擇:根據焊接方法和焊接要求選擇合適的焊接設備,如點焊機、CO2氣體保護焊機、激光焊接機等。設備的選擇應滿足生產效率和焊接質量的要求。
焊接環境控制:焊接過程中應控制焊接環境,如溫度、濕度、風速等,以避免因環境因素導致的焊接質量缺陷。
四、焊接后處理
焊縫檢查:焊接完成后,需要對焊縫進行檢查,確保焊縫的完整性和質量。檢查方法包括目視檢查、無損檢測等。
焊縫處理:對于不合格的焊縫,需要進行補焊或返工處理。同時,還需要對焊縫進行打磨、拋光等處理,以提高焊縫的外觀質量和耐腐蝕性。
五、焊接質量控制
為了保證焊接質量,汽車制造過程中會采用多種質量控制方法,如在線測量技術、無損檢測技術等。這些方法可以實時監測焊接過程中的質量變化,及時發現并解決問題,確保焊接質量和生產效率。
| 序號 | 設備名稱 | 用途與數量 |
| 1 | 3萬瓦激光切板機 | 切割用;12米長一臺 |
| 2 | 20000瓦激光切管機 | 切管用;一臺 |
| 3 | 折彎機330噸 | 折彎;兩臺 |
| 4 | 激光焊接 氬弧焊 氣保焊 | 焊接;45套 |
| 4 | 龍門加工中心6米*3.5米,4米*2.7米 | 機加工;2套 |
| 5 | 拋丸機 | 拋丸;1套 |
| 6 | 噴砂機 | 噴砂;1套 |
| 7 | 噴漆房 | 噴漆;2套 |
| 8 | 烘干房 | 烘干;1個 |
| 9 | 車床 銑床 鉆床 | 機加;8套 |
| 10 | 數控帶鋸床 | 下料;6套 |
| 11 | 卷圓機 | 卷圓;1套 |
| 12 | 去毛刺機 | 去毛刺;1套 |
| 13 | 大型油壓機 | 彎曲、拉伸、翻邊、擠壓成形 |
| 14 | 電焊機 | 焊接;60套 |
| 15 | 搬運叉車 | 搬運;15臺 |
| 16 | 貨運車輛 | 運輸;3輛 |
| 17 | 龍門銑床 | 機加工;2套 |
| 18 | 行車 | 搬運;26臺 |
| 其他設備 | 光纖激光切割機1臺、數控折彎機4臺、剪板機1臺、自動鋸床12臺、各類焊機60臺套(氣體保護焊機50臺、氬弧焊機8臺、光纖激光焊機1套、機器人焊機1套)、等離子切割機2臺、搖臂鉆床2臺、攻絲機3臺、沖壓設備5臺、車床5臺、磨床1臺。 | |

 電話
電話4008009333
郵箱13918381958@163.com
公司地址浙江省嘉興市嘉善縣姚莊鎮寶群路158號

 公眾號
公眾號 官方微信詢價
官方微信詢價